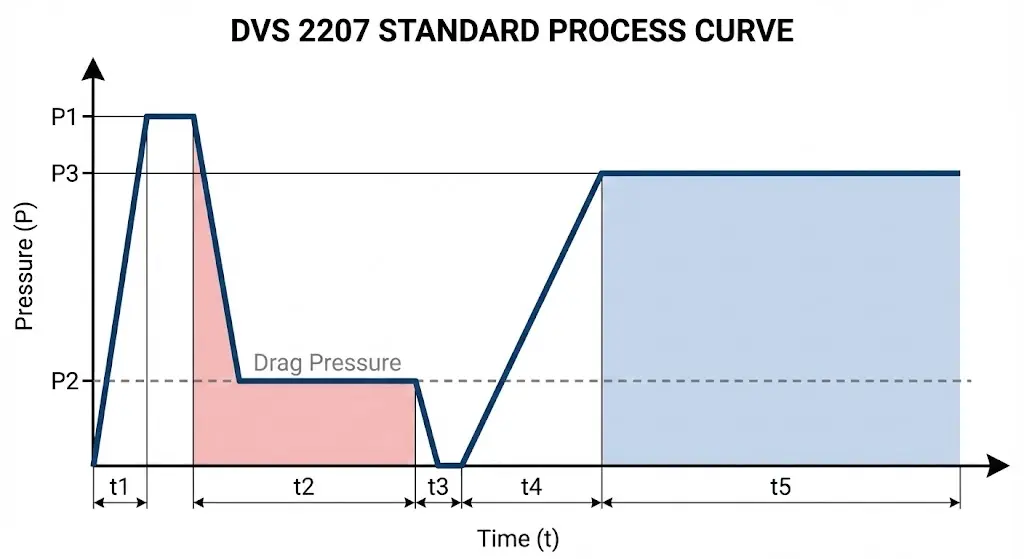
快速升压,强制吸热形成卷边。
压力降至拖动压力,只维持端面接触,让热量向内渗透。
转换时间,迅速撤走加热板。
压力线性上升至对接压力。
维持高压,直到冷却。

机架
液压站
铣刀支架
加热板
夹瓦
铣刀

刮刀
电熔焊机
打印机
扫码枪
输出电缆
防护箱

热塑性塑料焊接是一种通过电加热使两个塑料部件的连接界面达到粘流状态,并在外部压力作用下使高分子链发生相互扩散与缠结,最终在冷却过程中通过再结晶形成整体连接的工艺。
主要应用于连接热塑性塑料管道和管件,旨在形成强度高、密封性好的流体输送系统。其主要焊接对象是 PE(聚乙烯,包括HDPE、LDPE、MDPE) 和 PP(聚丙烯,包括PP-R、PP-H、PP-B) 等材质的管材。
热熔焊接设备种类较多,常见的有用于小口径管道的承插热熔器和用于较大口径管道的液压对焊机、电熔焊机。
土工膜焊接主要应用于土木工程和环保领域,旨在形成大面积、连续的防渗或隔离屏障。其主要焊接对象是土工膜,常见的材质包括 高密度聚乙烯(HDPE)、低密度聚乙烯(LDPE)、线性低密度聚乙烯(LLDPE)、聚氯乙烯(PVC)和聚丙烯(PP)。
主要的焊接设备包括热楔焊机和热风焊机:
热塑性聚合物材料的焊接过程是一个涉及热力学与分子动力学的连续物理过程,主要包含三个关键阶段。首先是能量激活与相变,聚合物通过吸收外界热能,由玻璃态经高弹态转变为粘流态,分子链获得剧烈运动所需的能量;随后进入核心的分子扩散与界面愈合阶段,在外部设备所施加的接触压力的驱动下,分子链跨越界面进行迁移与自粘,实现物理纠缠;最后是冷却与共结晶,此阶段必须在保持压力的条件下进行,以规避缩孔或应力开裂,确保分子链有序重排形成晶格。最终的焊接质量取决于温度 、时间和压力这三大工艺要素的协同控制。
完美的结合,始于温度,深于时间,而终成于压力。
| 类别 | 液压对焊 | 电熔焊接 | 承插热熔 | 土工膜焊接 |
|---|---|---|---|---|
| 加热方式 | 加热板直接加热管端 | 管件内预埋电阻丝通电加热 | 模头加热管材/管件内外壁 | 热楔/热风枪加热 |
| 口径/厚度 | DN 63mm-2000mm | DN 63mm-1500mm | DN 20-110mm | 0.2-3mm |
| 工艺温度 | 恒温 200-270℃ | 电压/时间控制 3-16KW | 恒温 200-270℃ | 动态调整温度 220-350℃ |
| 适用材质 | HDPE, PE, PP-H, PP-B, PP-R, PVDF | PE, PE复合管 | PP-R, PB, PVDF | HDPE, LDPE, LLDPE, EVA, ECB, PP, PVC |
| 应用场景 | 市政给排水主干网、矿山尾矿输送、疏浚工程、海上排沙 | 城市燃气管道、狭窄沟槽作业 | 地暖系统管道、室内冷热水管 | 垃圾填埋场防渗、隧道防水工程、污水调节池、人工湖 |
| 类别 | 材质缩写 | 中文全称 | 理化性能核心特点 | 焊接工艺特点 | 典型应用场景 |
|---|---|---|---|---|---|
| 聚乙烯家族 (PE) |
HDPE | 高密度聚乙烯 | 结晶度高,硬度大,耐磨,耐腐蚀,耐低温,不透明。 | 极好焊。DVS 2207主要对象。采用热板对接、电熔。流动性适中。 | 市政自来水管、燃气管、化工储罐、垃圾填埋场防渗。 |
| LDPE | 低密度聚乙烯 | 质地软,透明度高,延伸率大,易变形。 | 熔点低,太软,难做对接焊。通常采用热封或热风焊。 | 塑料薄膜、购物袋、电缆绝缘层、农业大棚膜。 | |
| LLDPE | 线性低密度聚乙烯 | 抗穿刺、抗撕裂强。兼具HDPE的韧性和LDPE的软度。 | 板材/膜材为主,采用双轨热楔焊 (爬焊机) 或挤出焊。 | 柔性土工膜 (人工湖防渗)、拉伸缠绕膜。 | |
| 聚丙烯家族 (PP) |
PP-H | 均聚聚丙烯 | 刚性最强,耐化学性好,但低温易脆裂。 | 热板对接焊,温度约 210°C。对错边敏感。 | 工业酸碱排放管、通风管、酸洗槽 (室内为主)。 |
| PP-B | 嵌段共聚聚丙烯 | 抗冲击性好 (耐摔),耐寒性优于 PP-H,耐热稍弱。 | 热板对接焊,熔体粘度略高。 | 埋地排污波纹管、室外耐寒管道。 | |
| PP-R | 无规共聚聚丙烯 | 耐热耐压平衡极佳,韧性好。 | 热承插或热板对接。温度需 260°C (比PE高)。 | 家装冷热水管、地板采暖管。 | |
| 高性能 特种 |
PB | 聚丁烯 | “塑料黄金”。极佳的抗蠕变性,耐温范围宽,管壁薄承压高。 | 热熔连接。冷却时间较长,需严格控温。 | 高端地暖管、散热器连接管。 |
| PVDF | 聚偏二氟乙烯 | “塑料之王”。超高纯度,耐强酸强碱,耐高温(140°C),阻燃。 | 工艺极其严格。需洁净室环境,采用红外(IR)或无积瘤(BCF)焊。 | 半导体厂超纯水输送、强腐蚀化学品管路。 | |
| PVC | 聚氯乙烯 | 硬度高,便宜,阻燃。不耐高温。 | 通常不热熔 (易烧焦)。硬管用胶水粘接,卷材用热风焊。 | 建筑排水管、电线穿线管、泳池胶膜。 | |
| 防水板材 | EVA | 乙烯-醋酸乙烯 | 像橡胶一样柔软,弹性好,低温可任意弯曲。 | 使用双缝热楔焊机。因熔点低,对温度/速度控制要求高。 | 隧道防水板 (挂在二衬后)、鞋底材料。 |
| ECB | 乙烯改性沥青 | 黑色,含有沥青成分。结合了塑料强度和沥青耐水性。 | 同样采用热楔焊。焊接时有沥青味,表面发粘。 | 隧道防水板、地下室外防潮层。 |
快速升压,强制吸热形成卷边。
压力降至拖动压力,只维持端面接触,让热量向内渗透。
转换时间,迅速撤走加热板。
压力线性上升至对接压力。
维持高压,直到冷却。
✅ 选择液压对焊 (Butt Fusion) 面对几十公里的长输管线,且管径 > DN110mm 时,它是成本最低、效率最高的方案。只要严格执行 DVS 曲线,质量完全可控。 | 🛡️ 选择电熔连接 (Electrofusion) 面对复杂管网抢修或死口连接时,其“套筒加强”和“全自动控制”能消除人为隐患,提供最高安全保障。 |
电熔焊接并非简单的通电加热。它通过条码扫描获取精确的工艺参数,自动设定焊接电压、加热时间及冷却时间,焊机据此输出受控的电能,激发管件内部预埋电阻丝发热。利用聚乙烯材料热膨胀产生的界面接触压力,使管材与管件的熔融面发生分子链扩散与缠结,最终实现一体化连接。
土工膜爬焊机是防渗工程的主要设备。其技术核心在于热楔接触式加热-利用高导热金属楔块直接插入两层膜材之间,相比热风焊接,它具有更高的热效率和抗风能力。
双焊缝结构:特殊的楔块结构在一次焊接中形成两条平行的焊缝,中间留出一条空气测试腔 。这使得工程人员可以在焊后对空腔进行充气打压,快速验证整条焊缝的气密性,无需破坏膜材即可完成 100% 质量检测。
PID 闭环控制系统:高端机型内置智能芯片,能实时监测爬行速度与加热温度。无论是在陡坡爬升导致负载增加,还是外部电压波动,系统都能自动补偿输出,确保 温度 (T) × 速度 (V) 的能量积恒定。
现场作业的关键细节-焊接质量并非仅由机器决定,严格的作业规范同样关键:
试焊:每天开工前或环境温度发生大幅变化时,必须在现场先进行试焊。对试样进行剪切和剥离)测试,确认参数合格后,方可锁定温度与速度旋钮,开始正式焊接。
搭接宽度与清洁度:膜材的搭接宽度通常应控制在100mm-150mm。焊接区域必须保持绝对干燥和清洁,任何水汽(会导致水蒸气鼓包)或沙尘(阻碍分子扩散)都会直接导致焊接失败。
十字焊缝的处理:当遇到“T”形或十字形交叉焊缝时,必须将底层的焊缝边缘打磨平整,以防止爬焊机经过时发生跳动,造成漏焊。如有必要,需配合挤出式焊枪或热风焊枪进行补强。
金属焊接可用 X光/超声波(UT) 进行事后探伤;而塑料焊接因聚乙烯对声波衰减大且密度单一,NDT(无损检测)极难发现“冷焊”缺陷。
因此,塑料焊接的质量控制核心在于:过程控制、外观检查与破坏性测试。焊完后的数据记录仪曲线,是唯一的“身份证”。
卷边(Bead)的形态直接反映内部压力与对中情况。
环保工程验收铁律,利用双焊缝中间的“空气腔”验证。
HSE(健康、安全、环境)不仅仅是口号,而是机械结构的一部分。从防止手指挤压的联锁装置,到保护地球的零泄漏工艺,我们将安全系数做到了工业标准的 1.5 倍。
液压对焊机可产生数吨夹紧力。为了杜绝挤压事故,我们标配铣刀安全联锁与紧急停止 (E-Stop)。大型设备更配备“双手同步操作台”,强制操作员双手离开危险区。
针对沟槽潮湿环境,设备整机达到 IP54 防护等级,并标配 RCD (漏电保护),<30ms 极速断电。加热板配备专用隔热架,防止高达 220℃ 的高温误触烫伤。
热塑性焊接不产生弧光与有害烟尘。更重要的是,通过建立“与管材同寿命”的零泄漏接口,我们正在帮助城市减少数以万吨计的净水流失与甲烷排放。
铣刀盘内置微动开关,仅当正确安装于机架并锁死时方可通电,防止高速旋转叶片裸露伤人。
高压闭合区域设有醒目黄色警示。夹具设计预留安全间隙,最大限度降低操作失误导致的手指伤害。
专为户外及沟槽施工设计的电气防护系统。检测到漏电电流瞬间切断电源,保护人身安全。
投资决策不仅看设备单价,更要看“单口焊接成本”。数据表明,随着工程量增加,液压对接技术的 ROI(投资回报率)优势将显著超越电熔连接。
设备便宜,但单口消耗昂贵管件。适合短工期、小工程。
设备贵,但零耗材。当接口数超过 ~80 个时,总成本低于电熔。长线工程首选。
机器强制锁定压力与冷却时间,杜绝“偷工减料”,确保 100% 工艺执行力。
高端焊机自动生成包含坐标与参数的“电子施工地图”,满足智慧城市验收。
PE 管道焊接后拥有 50 年免维护寿命,极大节省 OPEX 运营支出。