激光加工核心原理:光子能量传递与转换机制
激光加工的本质并非简单的热处理,而是基于量子力学的受激辐射 (Stimulated Emission)与材料热动力学的交互。通过对波长、脉宽及辐照度的微观驾驭,实现对材料去除、连接与改性的精准控制。
1. 物理基础:受激辐射与相干性
基于爱因斯坦受激辐射理论。泵浦源将增益介质中的粒子激发至高能级,实现粒子数反转 (Population Inversion)。在谐振腔的作用下,光子引发级联放大效应。
- 单色性:极窄的光谱线宽,便于透镜聚焦。
- 相干性:相位完全一致,能量高度集中。
- 方向性:发散角极小,适合长距离传输。
2. 光学选择:波长与材料吸收机制
吸收率取决于波长与材料电子结构的耦合。不同波长对应不同的吸收机理:逆韧致辐射(金属/电子激发)与分子振动吸收(非金属)。
- 1064nm (光纤):金属自由电子吸收峰,适合钢/铁加工。
- 10.6μm (CO2):非金属分子共振吸收,适合聚合物/玻璃。
- 450nm/532nm:可见光波段,解决高反材料(铜/金)难题。
3. 能量分布:光束质量 (BPP) 与聚焦
光束质量决定了能量的空间分布。BPP 值越小,聚焦光斑越小。
E = P / A (能量密度 = 功率 / 光斑面积)
E = P / A (能量密度 = 功率 / 光斑面积)
- 基模 (M² ≈ 1):理想高斯分布,能量密度极高,用于深熔焊接。
- 多模 (Flat-top):能量分布均匀平坦,用于激光熔覆/热处理。
- 微小变化,引发质变:光斑缩小一半,能量密度增加4倍。
激光与物质相互作用的微观物理交互机理
适用工艺:焊接、切割、熔覆
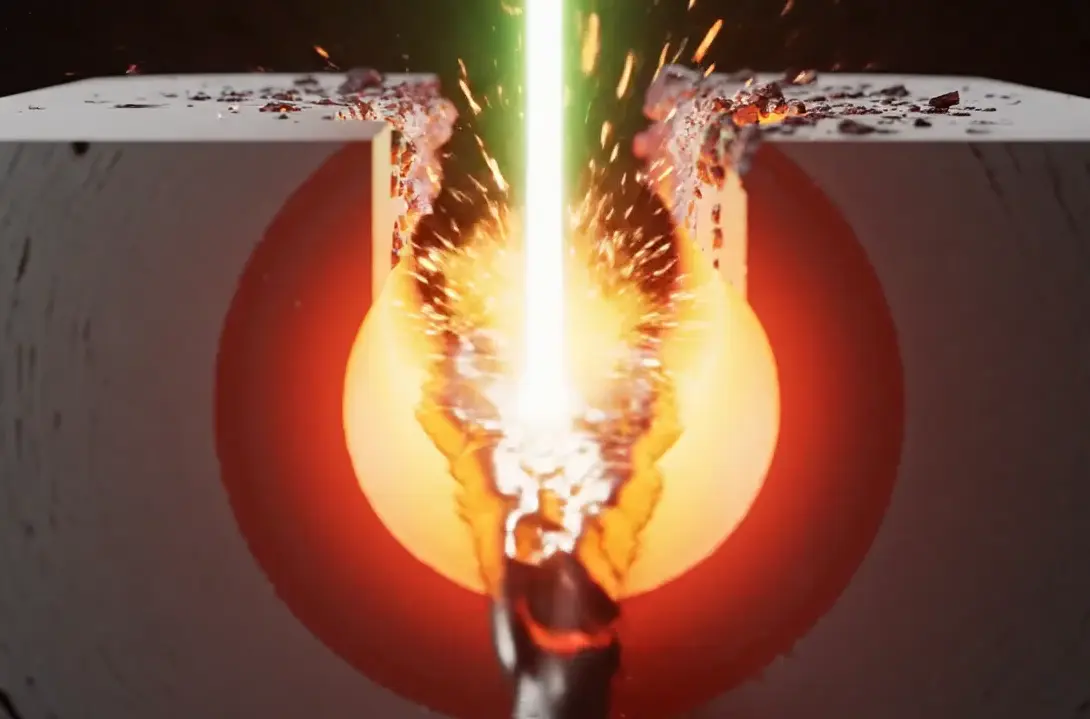
热动力学:熔融、气化与匙孔效应 (Keyhole Effect)
当连续激光功率密度超过 106 W/cm2 时,材料表面瞬间气化。剧烈的金属蒸气反冲压力克服了表面张力,向下压出一个细长的凹坑,即“匙孔 (Keyhole)”。
- 能量陷阱:光束在匙孔壁内多次反射吸收,实现深宽比极大的深熔焊。
- 马兰戈尼对流:表面张力梯度驱动熔池内部流体剧烈运动,影响元素分布。
- 相变控制:控制输入能量可选择性实现微熔(熔覆)或完全气化(切割)。
不同激光波长的材料吸收率模型对比
光纤激光 (Fiber) 1064 nm
金属加工的主流标准 (切割/焊接/熔覆)
蓝光激光 (Blue Diode) 450 nm
铜/金等高反材料的专用解决方案
绿光激光 (Green) 532 nm
精密微电子与高反材料的精密焊接
二氧化碳 (CO2) 10600 nm
非金属材料的最佳选择
材料吸收率 @ 1064nm (近红外)
三大光源的区别与联系
1. 光纤激光 (1064nm):工业界的“全能王”。得益于金属材料对近红外波段的良好吸收,它在切割、焊接和熔覆领域占据统治地位,且光电转换效率最高、维护成本最低。
2. 蓝光/绿光 (450/532nm):高反材料的“克星”。铜和金对可见光的吸收率是红外光的 5-10 倍。这类光源解决了新能源电池铜排焊接中的飞溅与虚焊问题,主要用于精密电子制造。
3. CO2激光 (10600nm):非金属的“专家”。其波长极易被有机物(塑料、木材)和玻璃吸收。虽然在金属加工领域逐渐退出,但在非金属打标、医疗及玻璃切割领域依然不可替代。
工艺分类:六大核心激光加工应用全景解析 (Core Applications)
从宏观的减材切割到微观的内雕改性,基于光斑能量密度与作用时间的差异,为您提供全覆盖的激光加工解决方案。
激光清洗解决方案 (Laser Cleaning)
表面处理 / 脉冲光致剥离
机理解析: 利用高能脉冲激光轰击工件表面。污物瞬间吸收能量产生热膨胀或气化,从而脱离基材表面,实现无损清洗。
光源类型
脉冲光纤 (MOPA)
典型功率
100W - 1000W
波长
1064 nm
光斑特征
矩形平顶光束
辅助系统
负压吸尘装置
工程师技术内参:能量的时间压缩与“双功率”悖论
激光清洗不能只看标称的平均功率,真正决定清洗能力的是高达兆瓦级 (MW) 的峰值功率。
1. 核心比喻:锤子钉钉子- 平均功率 (效率):代表一分钟挥锤的总次数。
- 峰值功率 (能力):代表砸下去瞬间的爆发力。只有爆发力足够大,才能将顽固污渍瞬间剥离。
⚠️ 风险警示: 高峰值功率极易触发受激拉曼散射 (SRS),需匹配大芯径光纤设计以防烧毁激光器。
高精密激光焊接技术 (Laser Welding)
连接技术 / 深熔效应
机理解析: 高功率密度气化金属形成“匙孔(Keyhole)”,实现极大深宽比。手持焊常采用“摆动头”搅拌熔池。
光源类型
连续光纤 / 蓝光
典型功率
1kW - 6kW
波长
1064 nm / 450 nm
光斑特征
环形光斑 (ARM)
辅助气体
Ar / N2 (保护气)
高反材料克星:环形光斑技术 (ARM)
铜、铝等高反材料在焊接时极易发生“匙孔塌陷”。环形光斑技术 (Ring-Beam) 是标准解药:
- 外环光束:预热并提升吸收率,将匙孔开口撑大为“U”形。
- 中心光束:专注于产生深熔,确保金属蒸汽顺畅排出,实现零飞溅。
激光熔覆与再制造工艺 (Laser Cladding)
增材制造 / 表面修复
机理解析: 微熔基材表面同时送入合金粉末,形成冶金结合的致密涂层。
光源类型
半导体(DDL) / 光纤
典型功率
2kW - 10kW
波长
900 - 1080 nm
光斑特征
矩形平顶光束
辅助气体
Ar (载气+保护)
光源博弈:半导体 vs. 光纤激光器
1. 半导体激光器 (DDL)
天然矩形平顶光斑。稀释率极低,非常适合大面积修复。
2. 光纤激光器 (Fiber)高亮度高斯光斑。适合超高速熔覆 (EHLA),效率极高,可替代传统电镀。
工业级激光切割方案 (Laser Cutting)
减材制造 / 分离
机理解析: 加热至汽化配合同轴气流吹除熔渣。光束质量(BPP)决定断面垂直度。
光源类型
连续光纤 (CW)
典型功率
3kW - 30kW+
波长
1064 nm (金属)
光斑特征
单模聚焦 (< 0.1mm)
辅助气体
O2 / N2 / Air
辅助气体的核心作用
- 氧气 (O2):参与氧化放热,适合厚碳钢切割。
- 氮气 (N2):物理吹除,是不锈钢产生“白亮断面”的关键。
精密激光打标与溯源 (Laser Marking)
表面改性 / 追溯
机理解析: 使材料氧化变色、刻蚀去除或冷加工改性。
光源类型
光纤 / CO2 / UV
典型功率
20W - 100W
波长
1064 / 10600 / 355nm
光斑特征
F-theta 场镜聚焦
辅助气体
无需气体
为什么选择 UV 紫外激光?
紫外激光 (355nm) 拥有极高光子能量,可直接打断分子键实现“冷加工”,完美解决塑料打标焦糊问题。
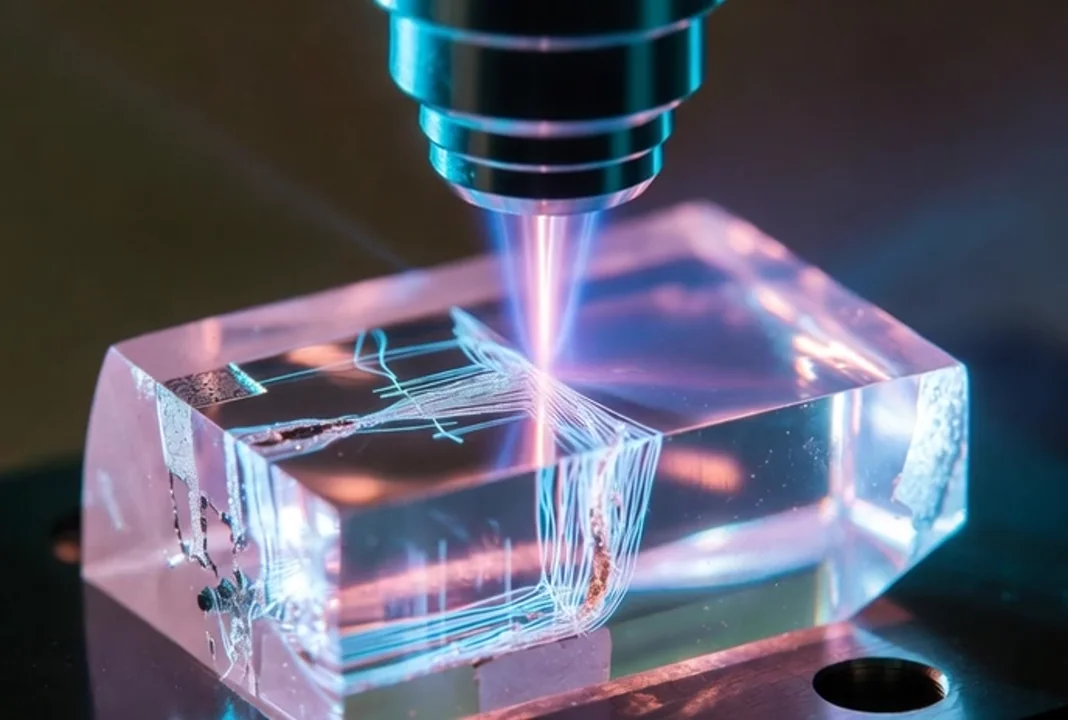
激光内雕与 3D 改性 (Internal Engraving)
非线性光学 / 3D
机理解析: 焦点处诱发多光子吸收产生微爆裂。
光源类型
DPSS 固体激光
脉宽
纳秒/皮秒 (ns/ps)
波长
532 nm (绿光)
聚焦
大数值孔径
辅助气体
无需气体
核心:非线性光学效应 (Non-linear)
利用多光子吸收与自聚焦效应,使激光无损穿过表面,仅在内部焦点处产生等离子体微爆炸,形成永久图案。
设备与材料:六大核心支柱定义的“中国智造”集成方案 (Integration Pillars)
我们不生产激光器,我们是全球顶级光电组件的“黄金组合集成商”。通过整合光源、光学、控制、传输及配套系统,为您配置最适合行业应用的高 ROI 生产力工具。
光源系统 (Laser Source)
决定能量与稳定性。我们提供多级配置方案:
- 单模/多模:M²≈1 适合薄板精切,多模适合厚板与熔覆。
- 抗高反技术:Raycus/MAX 专利,加工铜铝不烧机。
IPG (德/美)
Raycus (锐科)
MAX (创鑫)
JPT (杰普特)
光学加工头 (Processing Head)
从“能用”到“智能”的眼睛。
- 自动调焦:毫秒级变焦,实现“0秒穿孔”。
- 智能监控:实时监测镜片温度/气压,防止烧头。
- 摆动技术 (Wobble):手持焊核心,改善焊缝成型。
Precitec (普雷茨特)
Raytools (嘉强/雷图)
WSX (万顺兴)
Qilin (麒麟)
数控系统 (CNC System)
设备的大脑,决定加工效率。
- CypCut (柏楚):平面切割统治者,集成蛙跳、飞行切割算法。
- 手持焊系统:支持点/线/圆/8字等多种光斑扫描路径。
CypCut (柏楚)
Beckhoff (倍福)
JCZ (金橙子)
光纤传输 (Delivery Fiber)
被忽视的关键参数,决定能量分布形态。
- 芯径匹配:50μm (极速切割) vs. 300μm (焊接/熔覆)。
- 方形光纤 (Square Core):激光熔覆神器。输出平顶方斑,涂层搭接极度平整。
QBH 接口
QCS 接口
方形芯/圆形芯
制冷与气体配套 (Cooling & Gas)
设备的生命维持系统。
- 双温双控冷水机:同时冷却激光器与加工头,控温精度 ±0.5℃。
- 气体系统:高压空气压缩机(含冷干机)降低切割成本;制氮机适合大批量不锈钢加工。
Hanli (汉立)
S&A (特域)
Atlas Copco
光学易损耗材 (Consumables)
高频更换件,直接影响加工质量。
- 保护镜片:首道防线,需定期检查污损。
- 聚焦/准直镜:高纯度石英材质,决定光束质量。
- 喷嘴 (Nozzle):单层(熔化切割) vs 双层(氧化切割)。
II-VI (Two-Six)
Ophir
Startnow
交互演示:激光加工头光路解剖 (Optical Path Anatomy)
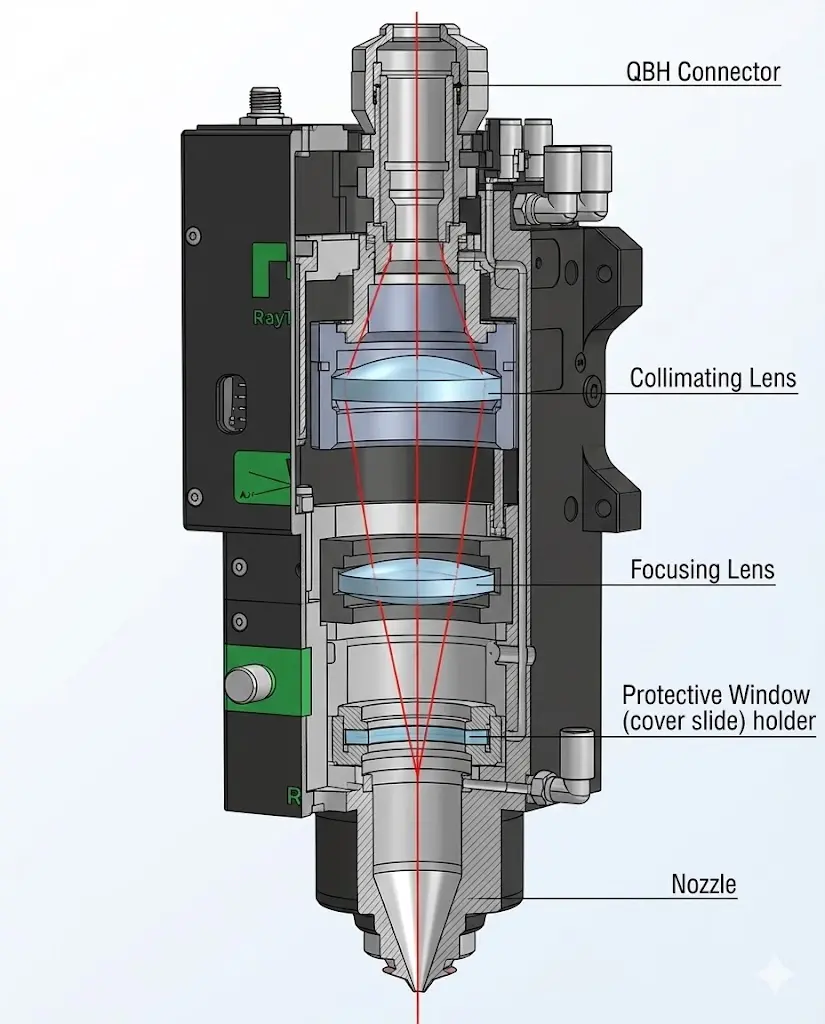
QBH 光纤接口
光纤接入点。需保持绝对洁净,防止灰尘进入烧毁光纤端面。准直镜 (Collimator)
将光纤输出的发散光变为平行光。自动调焦通常通过移动此镜片实现。聚焦镜 (Focus Lens)
将平行光汇聚成高能量密度的焦点。焦距决定了切缝宽度和熔深。下保护镜 (Protective Window)
最重要的耗材。阻挡反溅的熔渣和烟尘,保护昂贵的聚焦镜。铜喷嘴 (Nozzle)
控制辅助气体的流场。同轴气流不仅吹走熔渣,还能冷却表面。配置您的核心引擎:梯队方案推荐 (Solution Tiers)
MAX (创鑫)
高性价比,抗高反强
WSX (万顺兴)
手动/自动调焦可选
CypOne
柏楚入门级系统
Raycus (锐科)
中国市占率第一,万瓦级成熟
Raytools (嘉强/雷图)
瑞士技术背景,自动调焦稳定
CypCut (柏楚)
平面切割系统的绝对霸主
IPG Photonics
德国/美国原装,稳定性天花板
Precitec (普雷茨特)
ProCutter 系列,智能传感
Beckhoff (倍福)
倍福总线控制,超高动态响应
六大工艺设备形态矩阵 (Equipment Matrix)
| 工艺应用 | 典型设备形态 | 核心配置策略 (以标准型为例) |
|---|---|---|
| 切割 | 高功率龙门切割机 (平板/管板一体/交换台) |
Raycus 12kW + Raytools + CypCut 特点:高刚性板焊床身,分区除尘,蛙跳切割。 |
| 焊接 | 手持式激光焊机 (风冷/水冷一体机) |
Raycus/MAX 1500W + 麒麟(Qilin)双摆头 + 自动送丝机 特点:小巧便携,傻瓜式操作,取代传统氩弧焊。 |
| 熔覆 | 机器人熔覆工作站 (六轴联动) |
Raycus 4kW (方光纤) + 机器人(Estun/Fanuc) + 同轴送粉头 特点:柔性加工,适合曲面轴类修复,稀释率可控。 |
| 清洗 | 脉冲激光清洗机 (拉杆箱式/柜式) |
JPT MOPA 200W + 双轴振镜 特点:脉宽可调,高峰值功率气化锈迹,不伤基材。 |
| 打标 | 台式/飞行打标机 | Raycus 30W / UV 5W + 金橙子(JCZ)卡 + Sino-Galvo 特点:EzCad 软件全球通用,打标速度快。 |
| 内雕 | 3D水晶内雕机 | DPSS 绿光 3W + 3D动态聚焦镜 特点:大幅面拼接算法,皮秒级微爆裂。 |
左右滑动查看完整表格
激光工艺质量控制:全维度缺陷评估与优化体系 (Quality Control)
摒弃传统‘末端筛选’的质检模式,我们将质量控制前移至制造源头,坚守‘质量源于制造’的核心理念。针对激光加工固有的‘高能束流耦合’与‘瞬时非平衡态凝固’特征,我们构建了涵盖微观金相组织至宏观表面完整性的闭环解决方案。
结构性失效诊断 (Structural Diagnostics)
侧重:强度、冶金结合、内部缺陷
Laser Cutting
切缝底部挂渣
切缝底部附着熔融金属,呈颗粒状或长条状,严重影响断面垂直度和后续装配。
查看工程师处方
诊断报告
深度成因 (Root Cause)
1. 低速挂渣:热输入过大,熔池过宽。
2. 气流异常:压力不足或喷嘴中心不同轴导致动量失效。
2. 气流异常:压力不足或喷嘴中心不同轴导致动量失效。
解决方案 (Solution)
提速或降低功率;检查喷嘴损耗;提高辅助气体压力。
粗糙度仪(Rz)

Laser Welding
焊缝内部气孔
X光检测显示内部有圆形空洞,或表面可见针孔。这将显著降低接头的抗疲劳强度。
查看工程师处方
诊断报告
深度成因 (Root Cause)
匙孔不稳定发生塌陷;或工件表面油污受热分解出氢气。
解决方案 (Solution)
使用摆动头(Wobble)搅拌熔池;采用环形光斑撑开匙孔;加强焊前清洗。
X射线探伤

Laser Cladding
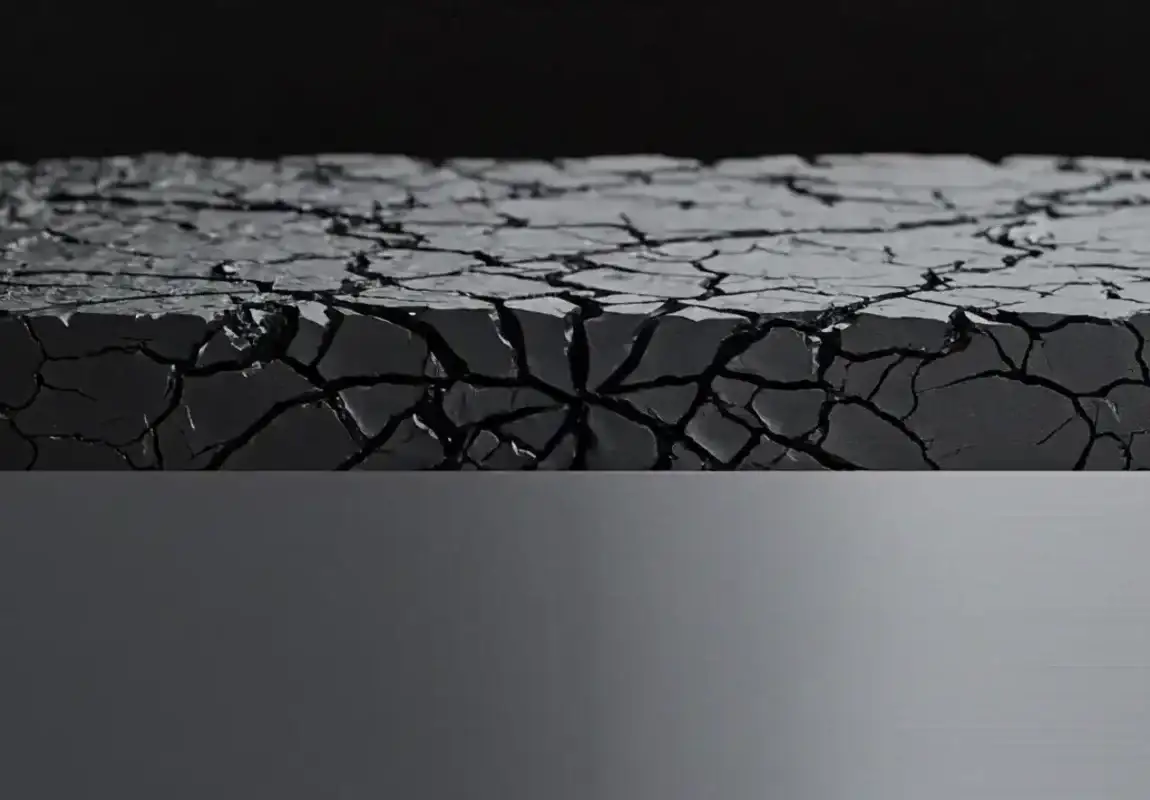
涂层应力裂纹
熔覆层出现肉眼可见的裂纹。严重时导致涂层剥落,影响表面修复质量。
查看工程师处方
诊断报告
深度成因 (Root Cause)
基材与粉末CTE不匹配;激光急冷急热产生巨大残余拉应力。
解决方案 (Solution)
感应预热基材至300-500℃;设计梯度功能材料过渡层。
着色探伤(PT)
表面完整性诊断 (Surface Integrity)
侧重:清洁度、对比度、微观精度
Laser Cleaning
清洗残留/斑马纹
清洗后表面呈现条纹状。实际上是光斑覆盖不均导致,非物理性损伤。
查看工程师处方
诊断报告
深度成因 (Root Cause)
光斑搭接率(Overlap)过低;或者扫描速度与脉冲频率不匹配。
解决方案 (Solution)
提高扫描频率;将光斑搭接率设定为 50% - 60%,确保能量覆盖均匀。
水滴接触角测试

Laser Marking
打标模糊/对比度低
二维码边缘不锐利,导致扫描枪无法读取;打黑颜色不纯,不符合标准。
查看工程师处方
诊断报告
深度成因 (Root Cause)
离焦导致光斑变粗;氧化层堆积不够,脉宽设置错误。
解决方案 (Solution)
使用红光定焦系统;针对打黑:采用大脉宽、高重叠率参数。
扫码等级 Grade A

Laser Engraving
点云模糊/玻璃炸裂
内雕细节丢失,白点连成一片。玻璃内部产生不可控宏观裂纹。
查看工程师处方
诊断报告
深度成因 (Root Cause)
单点爆破能量过大导致裂纹扩散;点间距设置过密。
解决方案 (Solution)
降低单脉冲能量;提高频率;选用优质光学校准系统。
偏振光应力仪