热熔焊接:高分子界面融合工程
热塑性塑料焊接是一种通过电加热使连接界面达到粘流状态,在外部压力作用下驱动高分子链发生相互扩散与缠结,最终在冷却过程中通过再结晶形成整体连接的工艺。
一、管道与管件焊接
应用于高性能流体输送系统。材质:PE PP
承插热熔焊接
利用特定尺寸加热套同时加热管材外壁与管件内壁,主要用于小口径系统。
对接热熔焊
直接加热两根对齐的管材端面,待熔融后施加压力对接,适用于中大口径管线。
二、土工膜焊接
应用于环保及防渗工程。材质:HDPE LDPE PVC
热楔焊机 (爬焊机)
加热金属楔片插入膜材间加热,通过驱动滚轮施加压力,形成高强度双焊缝结构。
热风焊机
利用高温热风加热膜材表面,通过压轮实现熔合,常用于细部节点与补强作业。
工程学原理
热塑性聚合物的焊接是一个涉及热力学与分子动力学的连续物理过程
01
能量激活与相变
吸收热能后,材料由玻璃态经高弹态转变为粘流态,分子链获得扩散所需的动能。
02
)
分子扩散与愈合
在接触压力下,分子链跨越界面迁移并纠缠。扩散强度遵循公式:
03
冷却与共结晶
严禁提前卸压。分子链有序重排形成晶格,确保连接强度与管材本体性能一致。
“完美的结合,始于温度,深于时间,而终成于压力。”
主要热熔焊接工艺分类对比
| 类别 | 液压对焊 | 电熔焊接 | 承插热熔 | 土工膜焊接 |
|---|---|---|---|---|
| 加热方式 | 加热板直接加热管端 | 管件内预埋电阻丝通电加热 | 模头加热管材/管件内外壁 | 热楔/热风枪加热 |
| 口径/厚度 | DN 63mm-2000mm | DN 63mm-1500mm | DN 20-110mm | 0.2-3mm |
| 工艺温度 | 恒温 200-270℃ | 电压/时间控制 3-16KW | 恒温 200-270℃ | 动态调整 220-350℃ |
| 适用材质 | HDPE, PE, PP-H, PP-B, PP-R, PVDF | PE, PE复合管 | PP-R, PB, PVDF | HDPE, LDPE, LLDPE, EVA, ECB, PP, PVC |
| 应用场景 | 市政给排水主干网、矿山尾矿输送、疏浚工程、海上排沙 | 城市燃气管道、狭窄沟槽作业 | 地暖系统管道、室内冷热水管 | 垃圾填埋场防渗、隧道防水工程、污水调节池、人工湖 |
常用热塑性材料分类对比
| 类别 | 材质缩写 | 中文全称 | 理化性能核心特点 | 焊接工艺特点 | 典型应用场景 |
|---|---|---|---|---|---|
| 聚乙烯 (PE) | HDPE | 高密度聚乙烯 | 结晶度高,硬度大,耐磨耐腐,耐低温。 | 极好焊。DVS 2207主要对象。 | 自来水/燃气管、填埋场防渗。 |
| LDPE | 低密度聚乙烯 | 质地软,透明度高,延伸率大。 | 熔点低,太软,难做对接焊。 | 塑料薄膜、电缆绝缘、大棚膜。 | |
| LLDPE | 线性低密度聚乙烯 | 抗穿刺、抗撕裂强,兼具韧性与软度。 | 采用双轨热楔焊或挤出焊。 | 柔性土工膜、拉伸缠绕膜。 | |
| 聚丙烯 (PP) | PP-H | 均聚聚丙烯 | 刚性最强,耐化学性好,低温易脆裂。 | 热板对接,对错边极度敏感。 | 工业酸碱管、通风管、酸洗槽。 |
| PP-B | 嵌段共聚聚丙烯 | 抗冲击性好(耐摔),耐寒性优。 | 热板对接焊,熔体粘度略高。 | 埋地排污波纹管、室外耐寒管。 | |
| PP-R | 无规共聚聚丙烯 | 耐热耐压平衡极佳,韧性好。 | 热承插或对接,温度需 260°C。 | 家装冷热水管、地暖管。 | |
| 高性能特种 | PVDF | 聚偏二氟乙烯 | 耐强酸碱,耐高温(140°C),阻燃。 | 需洁净室环境,红外/BCF焊。 | 半导体超纯水、强腐蚀管路。 |
| PVC | 聚氯乙烯 | 硬度高,阻燃。不耐高温。 | 通常不热熔(易烧焦)。 | 建筑排水管、电线穿线管。 |
热熔对接标准工艺曲线 (DVS 2207)
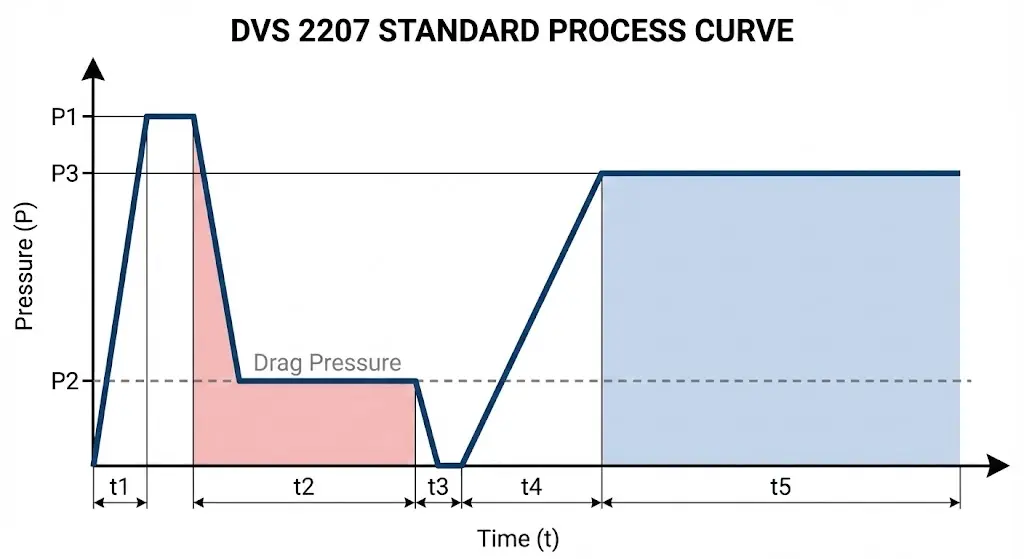
- 快速升压,强制吸热形成卷边。
- 压力降至拖动压力,热量向内渗透。
- 转换时间:迅速撤走加热板。
- 压力线性上升至对接压力。
- 维持高压,直至完全冷却。
⚠️ 拖动压力 (Drag Pressure)
正解:实际设定压力 = 工艺规定压力 + 拖动压力。
液压机推动夹具需克服摩擦力。忽略此值会导致管端压力不足,产生虚焊。
⚠️ 冷却时间 (Cooling Time)
正解:严禁水冷!严禁提前卸压!
提前卸压会导致焊缝内部产生真空缩孔,这是后期应力开裂的根源。
⚠️ 环境干扰 (HSE)
在寒冷(< 5℃)或大风天,必须使用保温帐篷;夏季需遮阳防止管材过热降解。
液压对焊与电熔焊接的取舍
与液压对焊“观察卷边”不同,电熔焊接是“盲焊”。最终质量全靠焊前准备。
🛠️ 关键工艺控制
- 刮削氧化层:必须使用旋转刮刀去除 0.2mm 表层。
- 管件固定:使用对正夹具,防止受热膨胀导致移位或短路。
- 电源纯净度:确保电压稳定,电源线不宜过长以防压降。
🔥 燃气行业特别关注
- 全生命周期追溯:焊工ID + 时间 + 坐标 + GPS 记录。
- 观察孔误区:观察孔顶出不代表焊接/冷却完成。
✅ 选择液压对焊
面对长输管线(> DN110mm)时,成本最低、效率最高。执行 DVS 曲线,质量高度可控。
🛡️ 选择电熔连接
面对复杂管网抢修、死口连接或狭窄空间,全自动控制消除人为隐患,安全冗余最高。
“液压对焊是效率的选择,电熔连接是安全的冗余”
核心设备与硬件体系

液压热熔对焊机
专为 SDR11/17 厚壁管高压对接设计的旗舰装备
机架: 刚性与同轴度
- 高强结构:高强度铝合金/钢材质,应对高压对接需求。
- 精准对中:同轴度偏差 < 0.5mm,有效防止施工错边。
铣刀: 平整与安全
- 强劲切削:大扭矩电机,切出连续带状切屑(平整度标准)。
- 安全防护:标配微动开关,杜绝意外启动,保障安全。
加热板: DVS温控
- 工业涂层:PTFE 涂层耐高温防粘连,符合国际标准。
- 精准温控:内置高精度传感器,温差控制符合 DVS 2207。
液压站: 智能大脑
- 智能补压:系统实时监控,压力波动时自动补偿,确保稳定。
- 杜绝误差:内置标准参数,自动执行曲线,消除人为失误。
电熔焊机
电熔焊接并非简单的通电加热。它通过条码扫描获取精确的工艺参数,自动设定焊接电压、加热时间及冷却时间,焊机据此输出受控的电能,激发管件内部预埋电阻丝发热。
利用聚乙烯材料热膨胀产生的界面接触压力,使管材与管件的熔融面发生分子链扩散与缠结,最终实现一体化连接。

土工膜焊机 / 爬焊机
土工膜爬焊机是防渗工程的主要设备。其技术核心在于热楔接触式加热——利用高导热金属楔块直接插入两层膜材之间,相比热风焊接,它具有更高的热效率和抗风能力。
- 双焊缝结构:特殊的楔块结构在一次焊接中形成两条平行的焊缝,中间留出一条空气测试腔。这使得工程人员可以在焊后对空腔进行充气打压,快速验证整条焊缝的气密性,无需破坏膜材即可完成 100% 质量检测。
- PID 闭环控制系统:高端机型内置智能芯片,能实时监测爬行速度与加热温度。无论是在陡坡爬升导致负载增加,还是外部电压波动,系统都能自动补偿输出,确保 温度(T) × 速度(V) 的能量积恒定。
现场作业的关键细节
焊接质量并非仅由机器决定,严格的作业规范同样关键:
- 试焊:每天开工前或环境温度发生大幅变化时,必须在现场先进行试焊。对试样进行剪切和剥离测试,确认参数合格后,方可锁定旋钮开始正式焊接。
- 搭接宽度与清洁度:膜材搭接宽度通常应控制在 100mm-150mm。焊接区域必须保持绝对干燥和清洁,任何水汽(水蒸气鼓包)或沙尘(阻碍分子扩散)都会导致焊接失败。
- 十字焊缝的处理:当遇到“T”形或十字形交叉焊缝时,必须将底层的焊缝边缘打磨平整,以防止爬焊机经过时跳动漏焊。必要时需配合挤出式焊枪或热风焊枪补强。
