弧光里的征程:从“J422”的平凡到“EH36”的怒放深蓝
元孚深科 首席工程顾问 · 20年船厂实战在焊接行业工作了二十多年,常听船厂的老师傅们说:焊接,不是简单的把两块铁焊在一起,那是“钢铁裁缝”在为万吨巨轮缝制筋骨;那是“弧光使者”在为大国重器织就远航的羽翼。然而,要缝好这身“钢铁铠甲”,单凭满腔热血和多年练就的手感还远远不够。从感性的“手感”跨越到理性的“认知”,是每一位匠人通往大师之路的必经关隘。
面对各种焊接材料,国内外的不同标准及牌号,很多新手甚至做了几年的老师傅,能把焊缝焊得像鱼鳞一样漂亮,却未必懂这不同编码、代号背后的“药皮逻辑”和“材料秉性”。今天,咱们就浅谈一下这些藏在电流和熔池背后的微观博弈与组织演变。
在焊接领域,焊条、焊丝与焊剂是“钢铁裁缝”手中的针线。正如一个人既有法定姓名(身份证号),又有亲友间的称谓(小名),这些焊接材料也存在着一套双重的身份体系:型号(Standard Model)与牌号(Trade Name/Brand)。工地上,大家喊一声“拿包 J507 来”,这叫牌号,是咱中国焊接界的行业习惯,好比一个人的“小名”。但如果你在搞出口贸易,对接国际项目,或者参与重大项目的设计与审核,你得认准它的“身份证”——型号。
1. 牌号与型号的身份互换
牌号(Trade Name): 比如 J422、J507。首字母“J”代表结构钢,后面的数字代表强度和药皮。这套系统在咱国内好使,接地气。牌号通常由生产厂家根据传统的行业习惯(如中国老一代的J、E、R系列编号)或企业自主命名。例如,“大西洋”品牌的CHE40其实就是行业通俗称呼的J422,而J422本身在现代标准中更趋近于一个“传统牌号”的概念。
型号(Standard Model): 比如 E4303、E5015。其中“E”表示电弧焊条,“43”表示熔敷金属最小抗拉强度为430MPa,“03”表示药皮类型和焊接电源。这是国家标准(GB/T)和国际标准(AWS)的法定称呼。它是焊接材料的“法定身份证”。型号是由国家标准(GB/T)或国际标准(如AWS、ISO)统一制定的,它严格规定了焊材的化学成分、力学性能及制造要求。在设计图纸、质量检测及国际贸易中,型号是唯一的法律依据。
2. 国标(GB)与美标(AWS)的跨洋对话
在焊接工程的语境下,如果说牌号是充满烟火气的“方言”,那么国标(GB)与AWS(美国焊接协会标准)的对话,则是通往全球工业殿堂的“官方通行证”。ER70S-6 是全球通用的“硬通货”,在咱国标里它叫 ER50-6。当你看到图纸上写着 E71T-1,你得立马反应过来,这不仅是药芯焊丝,还得对应国内大西洋的 CHT711。理解 GB 与 AWS 之间的差异,本质上是在理解全球制造业的底层逻辑。国标(GB): 采用公制单位,例如 ER50-6,其中的“50”代表熔敷金属的抗拉强度不低于 500 MPa。美标(AWS): 采用英制单位,例如 ER70S-6,其中的“70”代表 70 ksi(即 70,000 psi)。这种“公英制之争”反映了工业霸权对标准定义权的历史争夺。
在普通的结构件焊接中,我们常在 J506 和 J507 之间做选择。虽然它们都标榜“低氢”,但这一字之差,背后的工艺逻辑却是天差地别。
1. 电弧稳定性的权衡
低氢钾型(J506 / 型号 E5016):之所以被称为“全能型选手”,其核心在于药皮中引入了低电离电位的钾元素(如碳酸钾或硅酸钾)钾原子的第一电离能极低(仅为4.34eV),在电弧高温下能迅速电离,大幅增加弧柱区的带电粒子浓度。 这就像在电弧路径上铺设了一层高度敏感的“导电毛毯”,显著降低了引弧电压并维持了弧柱的刚性,让电流在交流电换向的一瞬间不至于“熄火”在使用交流电(AC)时,电流方向每秒切换100次,在电流“过零点”瞬间电弧会熄灭。J506药皮中的钾盐能够利用其残余热量维持空间电离度,确保电压反转后电弧能瞬间再引燃,从而有效抑制“熄火”风险。,如果你手头只有老式的交流焊机,这是你不二的选择。
2. 纯净度的极致追求
低氢钠型(J507 / 型号 E5015): 则选择了完全不同的进化路径,它是专为追求极限力学性能而生的“硬汉”。由于钠(Na)的电离电位高于钾,其稳弧能力相对较弱,因此必须强制匹配直流反接 (DC+)。J507 属于典型的碱性焊条。在直流电场的作用下,药皮中的钙基组分能与熔池中的有害杂质(如 S、P)发生剧烈的冶金反应,生成稳定的硫化物和磷化物进入焊渣。 这种高度纯净的熔敷金属,是防止冷裂纹产生的第一道防线。
J422(型号 E4303) 在焊接领域虽为入门标配,操作容易,脱渣性能好,成型美观。但在造船工业的核心受力区无法承担重任。其局限性主要体现在以下三个维度:J422 属于酸性焊条,药皮氧化性极强,导致熔敷金属中氧含量高且杂质(如硫、磷)净化能力极弱。这种“先天贫血”的冶金特性使其熔池纯净度低,抗裂性能难以达到海工标准。该焊条的致命伤在于韧性储备极差且脆性转变温度高。在常温温室之外的极寒或高压深海环境下,焊缝金属缺乏吸收变形能量的能力,表现出显著的脆性特征。海上巨轮在波峰波谷间航行时,船体主要结构需承受持续的剧烈扭动与循环交变应力。J422的焊缝在海浪冲击的瞬时能量面前,极易像饼干一样发生无预警的瞬时脆断。
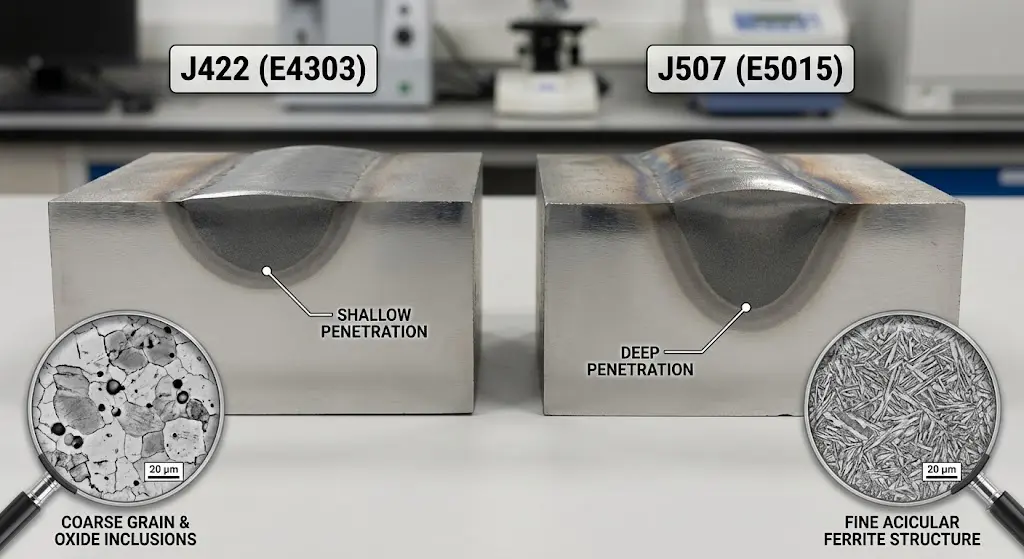 酸性焊条 J422 与碱性焊条 J507 的焊缝横截面金相对比(试样经研磨、抛光、浸蚀处理)
酸性焊条 J422 与碱性焊条 J507 的焊缝横截面金相对比(试样经研磨、抛光、浸蚀处理)
在浩瀚的大洋中,船舶不仅要承受万吨货物的重压,还要时刻面对狂风巨浪的冲击。在造船厂的蓝图中,钢材等级不仅仅是几组字母代码,它直接决定了船舶的服役极限与安全边界。 为什么有的船只能在内河航行,而有的船却能劈开北极的万年冰封?答案就藏在这些严密的等级划分中。
| 质量等级 | 冲击测试温度 | 适应航区与性能区别 |
|---|---|---|
| A 级 (AH) | 常温 (20°C) | 热带或温带海域。推荐配合:CHE40/CHE42。 |
| B 级 (BH) | 0°C | 一般近海及四季温差不大的航线。 |
| D 级 (DH) | -20°C | 远洋货轮标准配置。推荐配合:CHE50/CHE502。 |
| E 级 (EH) | -40°C | 极地破冰船、LNG船门槛。推荐配合:CHE56/CHE58-1。 |
在材料科学中,钢材存在一个韧脆转变温度。当环境温度降低到某一临界点时,原本具有延展性的钢材会突然变得像玻璃一样脆弱。一旦受到冲击,裂纹会瞬间蔓延,导致船体断裂。每一块用于造船的钢板,从炼钢炉出来的那一刻起,就要接受船级社的严格监管。船级社根据 IACS(国际船级社协会) 的统一要求,对钢材的化学成分(如碳、锰、硅的比例)、力学性能、焊接性能进行全方位检测。没有船级社的证书,船舶就无法获得保险,也无法在国际港口停靠。这种的监管制度,构建了全球航运的安全底层逻辑。
在现代造船工业与海工装备领域,钢铁被誉为船舶的“骨骼”,而焊接则是连接这些骨骼的“关节”。随着全球航运向北极航道、深海油气田以及超大型集装箱化方向发展,船用钢材的等级划分与配套焊接技术已演变成一场极其严密的“材料与工艺的较量”。
5.1 船用钢材的维度解构:韧性与强度
船用钢材的命名遵循一套严密的行业标准(如 IACS 国际船级社协会统一要求),通过“字母”与“数字”的组合,构建出材料在极端环境下生存的坐标系。
(1) 韧性等级:决定船舶能去多冷的海域
质量等级(A、B、D、E、F)本质上反映了钢材的韧脆转变温度。当环境温度低于某一临界点,钢材会由延展性状态转变为脆性状态,极易发生毁灭性的断裂。
- A 级 / AH 级(常温 20°C): 适用于热带或温带海域,是近海驳船与常规散货船的基础用钢。
- B 级 / BH 级(0°C): 针对一般近海及四季温差不大的航线设计,能在冰点环境维持基本结构安全。
- D 级 / DH 级(-20°C): 远洋货轮的标准配置,确保在跨洋航行遭遇寒流时,船体不会发生脆性断裂。
- E 级 / EH 级(-40°C): 极地破冰船与 LNG 船的入门门槛,在极寒环境下依然保持强悍韧性。
- F 级 / FH 级(-60°C): 韧性的终极巅峰,专为挺进北极深处的科研船与核动力破冰船设计。
(2) 强度等级:决定船舶能承载多重
数字代表钢材的屈服强度 (Yield Strength),即材料产生永久塑性变形前能承受的最大拉力。
- 普通强度钢: 屈服强度通常设定在 235 MPa 左右。
- 高强度钢(以 36 级为基准): 屈服强度 ≥ 355 MPa。这意味着每平方毫米可承受约 36 公斤的拉力。这种高强度特性助力万吨巨轮大幅减轻自重并提升有效载荷。
- 超高强度钢(40 级及以上): 涵盖 40 级 (390 MPa) 到 460 级 (YP47),甚至在军工领域达到 690 MPa 到 1175 MPa 的惊人强度,以抵御深海高压或战机降落时的剧烈冲击。
5.2 核心较量:解析 DH36 与 EH36 的性能鸿沟
虽然 DH36 和 EH36 在屈服强度上相同(均为 355 MPa),但为了实现从 -20°C 到 -40°C 的韧性跨越,其内在材料科学逻辑完全不同。
微观组织优化: EH36 在生产中必须通过严格的控轧控冷工艺(TMCP),限制硫 (S)、磷 (P) 等有害杂质,并引入镍 (Ni)、铌 (Nb)、钛 (Ti) 等微合金元素来细化晶粒。晶粒越细小,材料在低温下的抗裂纹扩展能力(CTOD)就越强。
服役极限差异: DH36 是常规远洋货轮的“压舱石”,满足标准深海航行需求。而 EH36 则是进入北极圈及建造高安全性 LNG 船的“入场券”,其在 -40°C 极寒下的稳定表现,是防止船体脆断、保障环境安全的最后一道防线。
5.3 焊接挑战:在“走钢丝”中寻求完美接头
焊接高等级船钢是一项极具挑战的工程。随着钢材等级提升,焊接接头(尤其是热影响区 HAZ)极易成为整艘船最脆弱的环节。
高强度钢对氢极为敏感。若焊材管控不当导致氢原子渗入焊缝,在残余应力作用下极易诱发延迟性冷裂纹,造成结构突发性失效。
焊接本质上是局部熔化再凝固。若焊接热输入(Heat Input)过大,焊缝附近的晶粒会迅速长大粗化,导致材料辛苦获得的 -40°C 或 -60°C 超低温冲击韧性丧失。
焊材不仅要强度达标,更要在化学成分上与母材形成完美匹配,确保焊缝金属的冲击韧性不低于母材,以抵消高温热循环带来的组织损伤。
从 A 级到 F 级的韧性跨越,从普通强度到超高强度钢的迭代,船用钢材的每一个等级都对应着海洋环境最严苛的挑战。在这场“材料与工艺的较量”中,仅仅拥有高性能的钢铁“骨骼”是不够的。传统的恒压(直流)焊接能量输出是连续且恒定的,极易造成热量堆积。而脉冲 MIG/MAG 采用“一脉一滴”的物理机制,从根本上优化了热演化过程。脉冲工艺通过高电流(峰值电流)形成熔滴,而在脉冲间隙使用极低的基值电流维持电弧。这种“高低交替”在保证熔深的前提下,显著降低了瞬时平均热输入。较低的热输入缩短了钢材在高温区的停留时间,有效抑制了奥氏体晶粒的异常长大。这能确保热影响区依然拥有细小的铁素体组织,维持优异的抗裂纹扩展能力(CTOD)。同时,脉冲电弧产生的电磁力对熔池具有物理搅拌作用,能破碎粗大的结晶,进一步细化焊缝金属的晶粒。脉冲工艺配合机器人激光视觉焊缝跟踪系统,实时捕捉 0.1mm 的偏差,焊接能量始终精准地作用于焊缝对称中心,确保两侧热影响区(HAZ)的组织演变同步且均匀。精准的轨迹跟踪保证了焊缝成形良好、余高适中,避免了因焊趾处几何突变引起的应力集中。这在极地海域的惊涛骇浪面前,是防止疲劳裂纹萌生的重要保障。
在深蓝战场的博弈中,焊接不仅仅是电弧与金属的物理熔合,更是严密的工业标准与极致匠心在微观世界的碰撞。从 J422 的入门级应用到 EH36 的极地征程,每一层级的技术跨越都标志着人类对材料极限与安全边界的重新定义。理解“药皮逻辑”,认准“型号身份证”,是每一位焊接从业者从感性的“手感经验”跨越到理性的“科学认知”的必经之路。。